


- Site Navigation -




Vertical Rollers Applications in Belt Alignment Systems: Design, Function, and Selection Guide
Author:yuexing Date:2026-06-16 10:16:48 Hits:139

Belt misalignment is one of the most common causes of conveyor downtime, material spillage, and premature belt failure across mining, cement, power generation, and bulk terminal operations. While training idlers and automated tracking systems receive significant engineering attention, vertical rollers remain a fundamental, passively effective solution for belt alignment control. Mounted perpendicular to the belt travel direction at the belt edges, vertical rollers provide continuous lateral guidance that prevents the belt from wandering beyond acceptable tracking limits. For plant engineers, maintenance leaders, and procurement professionals, understanding the applications, design principles, and selection criteria of vertical rollers is essential for specifying reliable, low-maintenance belt alignment systems.
What Are Vertical Rollers and How Do They Function in Alignment Systems?
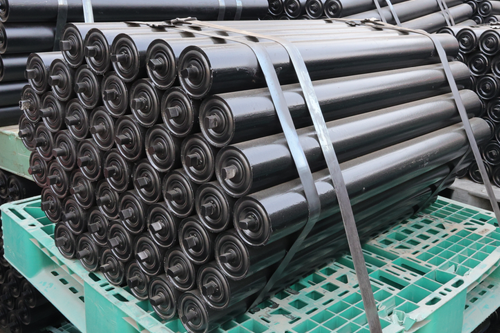
Vertical rollers are conveyor components mounted on the conveyor structure with their rotational axis oriented vertically (perpendicular to the belt travel plane). They are positioned at the belt edges—both on the carry run and the return run—to provide lateral constraint against belt misalignment. When the belt wanders toward one edge, it contacts the vertical roller on that side; the roller rotates freely with the belt's lateral motion, providing a low-friction guiding force that nudges the belt back toward the center without inducing excessive edge wear.
The alignment function of vertical rollers is entirely passive: no external power, sensors, or control systems are required. The roller simply presents a rotating barrier at the belt edge. Because the roller rotates in the same direction as the belt's lateral motion at the contact point, frictional resistance is minimized, and belt edge wear is limited to acceptable levels even under sustained contact conditions.
Primary Applications of Vertical Rollers in Belt Alignment Systems
Vertical rollers are deployed across a wide range of conveyor configurations and industrial applications. The following represent the most technically significant use cases:
Application 1: Belt Edge Guidance on Long Overland Conveyors
On long overland conveyors (exceeding 500 m in length), thermal expansion, wind loading, and structural settlement can cause gradual belt misalignment that accumulates over the conveyor length. Vertical rollers installed at regular intervals (every 30–60 m) along both belt edges provide continuous lateral guidance, preventing the belt from wandering to the point of edge damage or spillage. This application is standard practice in mining and bulk terminal operations worldwide.
Application 2: Transition Zone Alignment Control
The transition zones at the head pulley and tail pulley—where the belt changes from troughed to flat or vice versa—are high-risk areas for misalignment. Vertical rollers mounted immediately upstream of the head pulley and downstream of the tail pulley provide critical edge guidance during these geometry transitions, reducing the risk of belt mistracking onto the pulley hubs.
Application 3: Curved Conveyor Alignment
Conveyors with horizontal curves require active lateral guidance to prevent the belt from climbing the outer curve guard or slipping toward the inner curve radius. Vertical rollers are installed along the outer curve radius at closer-than-standard spacing (every 10–20 m) to provide the necessary lateral restraint. In severe curves, vertical rollers may be supplemented by specialized curve idlers with inclined mounting angles.
Application 4: Return Run Alignment in Enclosed Gallery Conveyors
In enclosed conveyor galleries where visual belt inspection is difficult, vertical rollers on the return run provide a fail-safe alignment mechanism. Even if the belt begins to mistrack, the vertical rollers prevent it from contacting the gallery walls or structural members, buying time for maintenance intervention before catastrophic belt damage occurs.
Application 5: Mobile and Radial Stacker Conveyors
Mobile stacker conveyors and radial telescopic conveyors experience frequent belt alignment challenges due to boom movement, uneven support settlement, and varying loading conditions. Vertical rollers are a standard specification item on these conveyors, providing robust alignment control that tolerates the dynamic operating environment without requiring sensor-based tracking systems.
Design and Construction of Vertical Rollers for Alignment Applications
The effectiveness of vertical rollers in belt alignment systems depends on several key design parameters. Procurement and engineering teams should evaluate the following specifications:
Roller diameter: Common diameters range from 63 mm to 159 mm. Larger diameters reduce rotational resistance and belt edge wear; smaller diameters are used where space constraints exist.
Roller height (contact height): The vertical extent of the roller that contacts the belt edge, typically 100–250 mm depending on belt thickness and edge stiffness.
Mounting bracket design: Fixed brackets for standard applications; adjustable-angle brackets for fine-tuning roller contact angle relative to the belt edge.
Bearing specification: Sealed ball bearings rated for radial loads imposed by belt edge contact. Typical service life targets are 20,000–40,000 operating hours.
Shell material: Steel (painted or galvanized), rubber-coated steel, or HDPE. Rubber-coated shells are preferred for belt edge protection in high-contact applications.
Vertical Rollers vs Training Idlers: When to Specify Each
A common specification question is whether to use vertical rollers or training idlers for belt alignment control. The two technologies are complementary rather than competing:
Vertical rollers: Provide continuous passive guidance. Best for conveyors with predictable, gradual misalignment patterns and for providing baseline edge protection on all conveyor lengths.
Training idlers: Provide active, corrective alignment by pivoting the idler frame in response to belt mistracking. Best for conveyors with significant, variable misalignment forces (e.g., due to off-center loading, pulley misalignment, or varying material characteristics).
The recommended best practice is to specify vertical rollers as baseline edge protection on all conveyor lengths, supplemented by training idlers at intervals of 50–100 m on long conveyors or at known misalignment-prone locations (e.g., loading zone, transition zones).
Installation Guidelines for Optimal Vertical Roller Performance
Proper installation is critical for achieving the alignment performance of vertical rollers. Key installation practices include:
Positioning relative to belt edge: Vertical rollers should be positioned 10–30 mm from the belt edge under centered conditions, allowing for normal tracking oscillation without constant contact.
Roller angle adjustment: The roller axis should be vertical within ±1°; any tilt induces a lateral thrust component that can either aid or oppose belt alignment depending on direction.
Contact height alignment: The roller's contact height should match the belt edge's vertical position. Rollers mounted too high or too low will contact the belt at suboptimal points, reducing guidance effectiveness.
Both edges coverage: Always install vertical rollers on both belt edges. Installing rollers on only one edge creates asymmetric guidance forces that can worsen misalignment.
Maintenance and Inspection Protocols
Vertical rollers are low-maintenance components, but systematic inspection remains important for reliable long-term performance:
Rotational freedom check: Verify that each vertical roller rotates freely by hand during quarterly inspections. Rollers that do not rotate freely will cause belt edge scoring and accelerated wear.
Bearing condition: Assess bearing play annually. Replace the roller when radial play exceeds 0.5 mm or when bearing noise is detectable during manual rotation.
Shell wear inspection: Measure shell wall thickness at the belt contact zone every 3,000–5,000 operating hours. Replace the roller when wall thickness falls below 70% of original specification.
Mounting bracket integrity: Check for bracket deformation, corrosion, or fastener looseness during annual structural inspections.
Typical service life for vertical rollers in standard industrial environments ranges from 25,000 to 45,000 operating hours, with bearing replacement or full roller replacement required at the upper end of this range.
FAQ: Vertical Rollers Applications in Belt Alignment Systems
Q1: Do vertical rollers damage conveyor belt edges?
When properly specified and installed with correct positioning (10–30 mm belt edge clearance under centered conditions), vertical rollers do not cause belt edge damage. The roller rotates freely with the belt's lateral motion, minimizing frictional wear. Damage occurs only when rollers are mispositioned so that constant contact is maintained, or when roller bearings seize and the roller stops rotating.
Q2: Can vertical rollers correct severe belt misalignment?
Vertical rollers are designed for alignment guidance and prevention of misalignment, not for correcting severe or persistent tracking errors. For severe misalignment, identify and correct the root cause (off-center loading, pulley misalignment, improper idler geometry, or mistracking-inducing belt splice). Vertical rollers should be viewed as a safeguarding layer, not a corrective solution.
Q3: What is the recommended spacing for vertical rollers along a conveyor?
For baseline edge protection, install vertical rollers every 30–60 m along both belt edges on straight conveyor sections. On curved conveyors, spacing should be reduced to 10–20 m along the outer curve radius. Transition zones (within 5 m of head and tail pulleys) should always have vertical rollers installed regardless of overall spacing.
Q4: Are rubber-coated vertical rollers worth the additional cost?
Rubber-coated vertical rollers cost approximately 2–3× more than painted steel rollers but provide measurable belt edge protection benefits, especially in applications where frequent belt-edge contact is expected. For high-speed conveyors (above 3.5 m/s) or belts with fabric-reinforced edges, the premium for rubber-coated vertical rollers is generally justified by extended belt life.
Q5: Can vertical rollers be retrofitted to existing conveyor structures?
Yes, vertical rollers are among the easiest conveyor alignment components to retrofit. Most manufacturers supply universal mounting brackets compatible with standard CEMA or DIN stringer profiles. Retrofit installation typically requires no structural modification beyond bracket bolting or welding to the existing stringer.
Conclusion
Vertical rollers are a foundational, passively effective solution for belt alignment control in industrial conveyor systems. Their applications span edge guidance on long overland conveyors, transition zone alignment, curved conveyor restraint, return run protection in enclosed galleries, and mobile stacker conveyor alignment. The technology's core strengths—simplicity, zero power requirement, minimal maintenance, and continuous operation—make it an indispensable element of any comprehensive belt alignment strategy.
For engineering and procurement teams specifying new conveyor systems or upgrading existing installations, vertical rollers should be specified as baseline edge protection on all conveyor lengths, supplemented by training idlers at strategic locations for active misalignment correction. Proper selection, installation, and maintenance of vertical roller systems deliver measurable returns in reduced belt edge damage, minimized spillage, and improved conveyor system reliability.
References
Conveyor Equipment Manufacturers Association (CEMA). Belt Conveyors for Bulk Materials. 7th ed. Naples, FL: CEMA, 2014.
Roberts, A.W. "Belt Conveyor Alignment: Causes, Consequences, and Control Strategies." Bulk Solids Handling, vol. 20, no. 3, 2000, pp. 287–298.
DIN 22101:2011. Continuous Conveyors – Belt Conveyors for Loose Bulk Materials – Basis for Calculation and Dimensioning. Berlin: DIN Deutsches Institut für Normung e.V., 2011.
Wheeler, C.A. "Conveyor Belt Tracking: Causes and Correction Methods." Mining Engineering, vol. 52, no. 9, 2000, pp. 41–46.
Vierling, A. "Belt Misalignment and Edge Wear: The Role of Guide Rollers in Conveyor System Design." Journal of Engineering for Industry, vol. 117, no. 4, 1995, pp. 412–419.

Contact Us
Tel:8615031765579
WhatsApp:+8615031765579
E-mail:905675277@qq.com
Add:Likou Village, Chenzhuang Town, Xian County, Hebei Province, China
Url:https://www.yxidlerrollers.com
