


- Site Navigation -




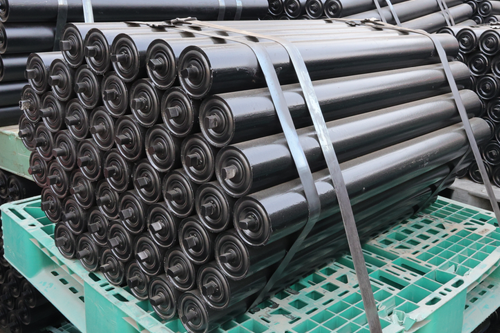
Conveyor Roller Basics: Types and Applications
Author:yuexing Date:2026-04-01 19:12:30 Hits:92

Conveyor Roller Basics: Types and Applications
In today’s fast-paced industrial landscape, the conveyor roller is a fundamental component that keeps material handling systems running efficiently. From mining operations to automated warehouses, conveyor rollers play a key role in supporting and moving goods with minimal resistance.
From a manufacturer and bulk production perspective, understanding conveyor rollers helps businesses improve system performance, reduce operational costs, and ensure long-term reliability. This guide provides a comprehensive overview of conveyor roller types and their practical applications across industries.
What Is a Conveyor Roller?
A conveyor roller is a cylindrical component designed to facilitate the movement of materials along a conveyor system. It typically rotates around a central shaft and is installed in frames or brackets to support conveyor belts or directly transport goods.
Unlike powered conveyor components, many rollers operate passively, turning as items move across them. However, some systems also use powered rollers for controlled movement.
Key functions include:
·Supporting transported loads
·Reducing friction during movement
·Enabling smooth and continuous material flow
·Enhancing system efficiency
In large-scale manufacturing environments, conveyor rollers are often produced in high volumes to meet the demands of continuous operations.
How Conveyor Rollers Work
The working principle of a conveyor roller is based on rotational motion and load distribution.
When items or a conveyor belt move across the rollers, friction causes the rollers to spin. This rotation reduces resistance, allowing materials to move more easily compared to sliding surfaces.
Basic Working Process:
1.Material PlacementGoods or bulk materials are placed on the conveyor system.
2.Roller RotationContact between the load and the roller initiates rotation.
3.Load TransferMaterials move smoothly across multiple rollers.
4.Continuous FlowThe system maintains steady movement with minimal energy loss.
This simple mechanism makes conveyor rollers essential in high-efficiency production systems.
Types of Conveyor Rollers
Different industrial applications require different types of conveyor rollers. Manufacturers typically offer a wide range of options for bulk supply.
1. Gravity Conveyor Rollers
These rollers rely on gravity to move products and are commonly used in warehouses and packaging lines.
2. Powered Conveyor Rollers
Driven by motors, these rollers provide controlled movement and are ideal for automated systems.
3. Troughing Rollers
Designed to support conveyor belts carrying bulk materials by forming a trough shape.
4. Impact Rollers
Used in loading zones, these rollers absorb shock and reduce damage to the conveyor system.
5. Return Rollers
Installed on the underside of conveyor systems to support the returning belt.
From a production standpoint, these roller types can be customized in terms of size, material, and load capacity to meet specific operational needs.
Key Components of a Conveyor Roller
A conveyor roller consists of several essential parts that determine its performance:
·Roller Tube (Shell): The outer surface that contacts materials or belts
·Shaft: Provides structural strength and mounting support
·Bearings: Allow smooth and efficient rotation
·Seals: Protect internal components from dust and moisture
High-quality manufacturer-grade production ensures that each component meets strict durability and performance standards.
Applications of Conveyor Rollers
Conveyor rollers are widely used across multiple industries due to their versatility and efficiency.
Common Applications:
·Mining and QuarryingTransporting bulk materials such as coal, ore, and aggregates
·Manufacturing PlantsMoving products along assembly lines
·Logistics and WarehousingSorting, loading, and unloading goods
·Food ProcessingHandling packaged or processed food items
·Ports and TerminalsManaging large-scale cargo transportation
In these industries, bulk production and reliable supply capability are critical factors when selecting a conveyor roller manufacturer.
Advantages of Using Conveyor Rollers
Implementing high-quality conveyor rollers offers several operational benefits:
Improved Efficiency
Rollers reduce friction, allowing smoother and faster material movement.
Cost Reduction
Lower energy consumption and reduced wear lead to long-term savings.
Durability
Well-manufactured rollers can withstand heavy loads and harsh environments.
Easy Maintenance
Modular design allows for quick replacement and minimal downtime.
For businesses relying on continuous operations, choosing the right manufacturer with strong production capacity is essential.
Manufacturing and Bulk Supply Considerations
When sourcing conveyor rollers in large quantities, evaluating production capability is crucial.
1. Material Selection
Common materials include steel, stainless steel, and high-density polyethylene (HDPE).
2. Precision Manufacturing
Accurate balancing and machining ensure smooth rotation and reduced vibration.
3. Quality Assurance
Strict inspection processes guarantee consistent product quality.
4. Bulk Production Capability
A professional conveyor roller manufacturer should be able to deliver large orders efficiently and consistently.
5. Customization Options
Different industries may require specialized coatings, sizes, or bearing types.
How to Choose the Right Conveyor Roller
Selecting the right conveyor roller involves considering several factors:
·Load capacity and product type
·Conveyor system design
·Environmental conditions
·Required lifespan and maintenance level
Partnering with an experienced manufacturer focused on scalable production ensures that your system performs reliably over time.
Conclusion
The conveyor roller is a vital component in modern material handling systems, enabling efficient, reliable, and cost-effective movement of goods. With various types and applications, conveyor rollers are indispensable across industries ranging from mining to logistics.
From a manufacturer and bulk production perspective, investing in high-quality conveyor rollers ensures long-term performance, reduced maintenance costs, and improved operational efficiency. Choosing a dependable production-oriented manufacturer is key to achieving consistent results and supporting large-scale industrial operations.
References
GB/T 7714:Mulani I G. Engineering science and application design for belt conveyors[M]. Madhu I. Mulani, 2002.
MLA:Mulani, Ishwar G. Engineering science and application design for belt conveyors. Madhu I. Mulani, 2002.
APA:Mulani, I. G. (2002). Engineering science and application design for belt conveyors. Madhu I. Mulani.

Contact Us
Tel:8615031765579
WhatsApp:+8615031765579
E-mail:905675277@qq.com
Add:Likou Village, Chenzhuang Town, Xian County, Hebei Province, China
Url:https://www.yxidlerrollers.com
