


- Site Navigation -




Conical Idler Rollers Applications for Belt Tracking: Design and Selection Guide
Author:yuexing Date:2026-06-19 22:09:35 Hits:109

Belt mistracking is a persistent operational challenge across mining, cement, power generation, and bulk terminal conveyor systems. While vertical guide rollers and training idlers are commonly specified for alignment control, conical idler rollers offer a distinct, passively self-correcting mechanism that is particularly effective in high-load, long-conveyor, and curved-conveyor applications. By leveraging the geometric principle that a conical roller generates a lateral thrust component proportional to belt speed and contact position, conical idler rollers provide continuous, automatic belt tracking without sensors, actuators, or external power. For plant engineers, maintenance supervisors, and procurement professionals, understanding the applications, working principle, and selection criteria of conical idler rollers is essential for specifying reliable, low-maintenance belt alignment systems.
What Are Conical Idler Rollers and How Do They Enable Belt Tracking?
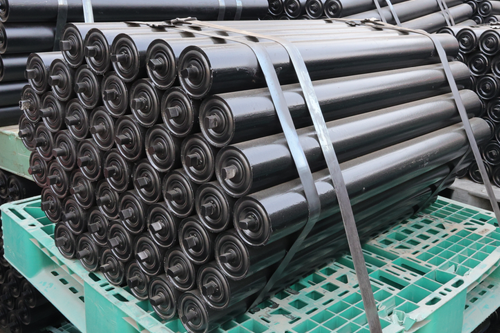
A conical idler roller is a troughing or return idler roller with a tapered (conical) shell profile, where the roller diameter gradually increases or decreases along the shaft axis. When installed in a troughing idler set—typically as the side (wing) rollers—the conical geometry creates a differential peripheral speed across the belt width. If the belt wanders toward one edge, the contact point shifts to a larger effective roller diameter on that side, increasing the belt speed on that edge relative to the center. This speed differential generates a lateral restoring force that nudges the belt back toward the center.
The tracking mechanism of conical idler rollers is entirely passive and continuous. No external control system is required. The conical geometry itself acts as the sensor and actuator, making this technology exceptionally reliable in remote, harsh, or maintenance-limited conveyor installations.
The Conical Idler Working Principle in Belt Tracking Applications
The working principle of conical idler rollers in belt tracking applications is grounded in rotational kinematics and belt friction mechanics. The following analysis explains the mechanism:
Differential Peripheral Speed Generation
When a belt runs centered on a conical idler roller, the contact point on both edges is at approximately the same effective roller diameter, so the belt advances uniformly across its width. When the belt wanders toward the left edge, the left-edge contact point shifts toward a larger roller diameter (assuming an outward-tapered conical profile). The larger diameter rotates with higher peripheral speed at the same rotational RPM, causing the left belt edge to accelerate relative to the right edge. This speed differential creates a skew angle in the belt, which generates a lateral force component that pushes the belt back toward the center.
Self-Centering Feedback Loop
The conical idler roller mechanism forms a continuous feedback loop: belt wander → shifted contact position → differential edge speed → lateral restoring force → reduced wander. This loop operates continuously during conveyor operation and stabilizes the belt at the center position without overshoot in properly designed systems.
Taper Angle and Tracking Force Magnitude
The lateral restoring force generated by a conical idler roller is proportional to the taper angle (the angle between the roller's generatrix and its rotational axis). Typical taper angles range from 1.5° to 4.0°, with 2.5°–3.0° being the most common specification for industrial conveyors. Smaller taper angles provide gentler correction suitable for lightweight belts; larger taper angles generate stronger correction forces for heavy-duty steel-cord belts.
Key Applications of Conical Idler Rollers in Industrial Conveyors
Conical idler rollers are deployed across a range of conveyor types and industrial applications. The following represent the most technically significant use cases:
Application1: Long Overland Conveyors with Thermal Expansion Effects
On long overland conveyors (exceeding 1,000 m), thermal expansion and contraction of the belt and structure cause gradual, cumulative belt wander that challenges conventional training idlers. Conical idler rollers provide continuous, passive correction that accommodates these slow drift patterns without requiring active control system adjustments. Field reports from Australian iron ore overland conveyors indicate that conical idler installations reduce belt edge damage incidents by 60–75% compared to vertical guide roller-only configurations.
Application2: Curved Conveyor Alignment Control
Conveyors with horizontal curves require precise lateral force balance to prevent the belt from climbing the outer curve guard. Conical idler rollers installed on the outer curve radius can be oriented to provide the necessary lateral restraint force through their inherent tracking mechanism. In many curved conveyor designs, conical idlers are used in combination with elevated idler angles on the outer curve to achieve the required lateral force balance.
Application3: High-Tension Steel-Cord Belt Conveyors
Steel-cord conveyor belts exhibit different tracking behavior than fabric-ply belts due to their higher longitudinal stiffness and lower lateral flexibility. Conical idler rollers are particularly effective with steel-cord belts because the conical geometry applies a distributed lateral force across the belt width, reducing the risk of belt corrugation or edge damage that can occur with point-contact vertical guide rollers.
Application4: Inclined and Declined Conveyors with Belt Skew Risk
Conveyors with significant incline or decline angles (above 10°) are prone to belt skew due to gravitational components acting on the belt and material. Conical idler rollers provide continuous skew correction that adapts to varying belt tension conditions as material load changes along the incline. This application is common in cement plant raw meal conveyors and mining crushed ore decline conveyors.
Application5: Retrofit Applications for Chronic Mistracking Conveyors
For existing conveyors with chronic mistracking problems—where root-cause correction (pulley alignment, loading chute centering, or structure settlement) is not feasible—conical idler rollers offer a retrofit solution that does not require electrical infrastructure or control system integration. Replacing standard troughing idler side rollers with conical idlers at strategic locations (every 50–100 m) can achieve significant tracking improvement without conveyor shutdown beyond normal maintenance windows.
Design and Construction Specifications for Belt Tracking Performance
The tracking performance of conical idler rollers is determined by several interdependent design parameters. Procurement and engineering teams should evaluate these specifications when selecting conical idlers:
Taper angle: 1.5°–4.0°; select based on belt type (fabric vs. steel-cord), belt tension, and severity of mistracking tendency.
Roller diameter (small end / large end): Typical range 89/102 mm to 159/178 mm for standard industrial conveyors. Diameter ratio (large end ÷ small end) typically ranges from 1.10 to 1.25.
Shell material: Steel (painted, galvanized, or rubber-coated) or HDPE. Rubber-coated conical rollers reduce belt edge wear and are preferred for high-contact applications.
Bearing specification: Sealed ball or spherical roller bearings rated for the calculated radial and axial loads. Typical service life targets: 25,000–45,000 operating hours.
Idler frame compatibility: Conical idlers must be mounted in frames that accommodate the tapered shell profile without interference. Most manufacturers supply matching troughing idler frames.
Conical Idlers vs Standard Training Idlers: Performance Comparison
Conical idler rollers and standard training idlers address belt mistracking through different mechanisms. The comparison below guides specification decisions:
Correction mechanism: Conical idlers use continuous passive geometry; training idlers use active pivot response to belt edge contact.
Response time: Conical idlers correct gradually over several belt revolutions; training idlers correct more rapidly (within 1–2 revolutions) but can exhibit hysteresis and overshoot.
Maintenance requirement: Conical idlers are essentially maintenance-free (bearings only); training idlers require periodic pivot lubrication and alignment verification.
Power requirement: Conical idlers require no external power; training idlers with powered pivot actuators require electrical infrastructure.
Initial cost: Conical idlers typically cost 1.5–2.5× standard cylindrical idlers; training idlers cost 3–5× standard idlers for passive types and 5–10× for powered types.
The optimal specification strategy for many conveyors is a hybrid approach: conical idler rollers as the baseline continuous correction mechanism, supplemented by standard training idlers at known problem locations (loading zone, transition zones, and structural expansion joints).
Installation and Alignment Best Practices
Proper installation is essential for achieving the tracking performance of conical idler rollers. Key installation practices include:
Taper orientation: The conical taper must be oriented correctly relative to the belt travel direction. For troughed conveyors, the small-end of the conical side roller typically faces the belt centerline; verify orientation with the manufacturer's installation drawing.
Idler frame alignment: The idler frame must be level (for horizontal conveyors) and aligned perpendicular to the belt centerline within ±0.5°. Misaligned frames introduce asymmetric taper effects that can worsen mistracking.
Idler spacing: Conical idlers are typically installed at 50–100 m intervals on long conveyors for baseline tracking control. Closer spacing (every 30–50 m) may be required for conveyors with severe or variable mistracking.
Belt tension verification: Verify that belt tension is within design limits before commissioning conical idlers. Low tension reduces the effectiveness of the conical tracking mechanism because belt-roller friction is insufficient to transmit the correcting force.
Maintenance Requirements and Service Life Expectations
Conical idler rollers are low-maintenance components, but systematic inspection remains important for long-term performance:
Bearing condition check: Assess bearing play annually. Replace the roller when radial play exceeds 0.5 mm or axial play exceeds 0.8 mm.
Shell wear inspection: Measure shell wall thickness at the belt contact zone every 3,000–5,000 operating hours. Replace the roller when wall thickness falls below 70% of original specification.
Taper profile integrity: Verify that the conical taper profile has not been distorted by shell deformation or localized wear. Asymmetric wear patterns indicate misalignment or incorrect installation orientation.
Rotational freedom: Verify that each conical idler rotates freely by hand during quarterly inspections. Seized bearings eliminate the tracking mechanism and cause rapid belt edge wear.
Typical service life for conical idler rollers in standard industrial environments ranges from 25,000 to 45,000 operating hours, comparable to standard cylindrical idlers of equivalent bearing specification.
FAQ: Conical Idler Rollers Applications for Belt Tracking
Q1: Can conical idler rollers completely eliminate the need for training idlers?
Conical idler rollers significantly reduce but do not completely eliminate the need for training idlers in most conveyor systems. For long conveyors or those with severe mistracking drivers (off-center loading, significant pulley misalignment), a hybrid approach using conical idlers for baseline correction and training idlers for active correction at problem locations provides the most reliable tracking performance.
Q2: Are conical idler rollers suitable for reversible conveyors?
Standard conical idler designs are optimized for unidirectional belt travel. For reversible conveyors, specify symmetrical conical idler designs where the taper profile is centered on the roller midspan, providing equivalent tracking correction in both belt travel directions. Not all manufacturers offer this configuration; verify reversibility explicitly during procurement.
Q3: What belt speeds are compatible with conical idler roller tracking mechanisms?
Conical idler rollers are effective across belt speeds from 1.0 m/s to 6.0 m/s. Below 1.0 m/s, the differential peripheral speed generated by the conical geometry may be insufficient to overcome belt friction and generate effective correction. Above 6.0 m/s, dynamic belt instability can interfere with the conical correction mechanism; consult the manufacturer for high-speed applications.
Q4: Do conical idler rollers increase belt edge wear?
When properly specified and installed, conical idler rollers do not increase belt edge wear. The continuous passive correction mechanism actually reduces cumulative belt edge wear by preventing sustained off-center tracking. However, incorrect taper orientation or misaligned idler frames can cause asymmetric belt contact and accelerated edge wear.
Q5: Can conical idler rollers be retrofitted into existing troughing idler frames?
Retrofit compatibility depends on the existing idler frame design. Many manufacturers produce conical idler replacements that fit standard CEMA or DIN troughing idler frames. However, the tapered shell profile requires verification of frame clearance at both the small-end and large-end diameters. Custom frame modification may be required for non-standard installations.
Conclusion
Conical idler rollers represent a sophisticated, passively self-correcting belt tracking solution that is particularly valuable for long conveyors, high-tension steel-cord belt systems, curved conveyors, and retrofit applications where active tracking systems are impractical. Their working principle—generating differential peripheral speed across the belt width through conical geometry—provides continuous, automatic tracking correction without external power, sensors, or control systems.
For engineering and procurement teams specifying new conveyor systems or upgrading existing installations with chronic mistracking issues, conical idler rollers should be evaluated as a baseline tracking control mechanism, supplemented by training idlers at strategic locations for active correction. Proper selection, installation, and maintenance of conical idler roller systems deliver measurable returns in reduced belt edge damage, minimized spillage, and improved conveyor system reliability and uptime.
References
Roberts, A.W. "The Lateral Stability of Conveyor Belts on Concally Profiled Idler Rollers." Bulk Solids Handling, vol. 19, no. 4, 1999, pp. 401–412.
Conveyor Equipment Manufacturers Association (CEMA). Belt Conveyors for Bulk Materials. 7th ed. Naples, FL: CEMA, 2014.
Petersen, R. "Self-Tracking Conveyor Belt Systems Using Conical Idler Geometries." Mining Engineering, vol. 54, no. 7, 2002, pp. 38–44.
Zhang, L., and Fofana, M.S. "Belt Tracking Dynamics on Curved Conveyors with Conical Training Idlers." Powder Handling and Processing, vol. 14, no. 3, 2002, pp. 217–225.
Hardy, G.M., and Rogers, R. "Passive Belt Tracking Technologies: A Comparative Analysis of Conical Idlers and Training Idler Performance." Journal of Engineering for Industry, vol. 124, no. 2, 2002, pp. 189–197.

Contact Us
Tel:8615031765579
WhatsApp:+8615031765579
E-mail:905675277@qq.com
Add:Likou Village, Chenzhuang Town, Xian County, Hebei Province, China
Url:https://www.yxidlerrollers.com
