


- Site Navigation -




Comb Idlers Function in Conveyor Belt Cleaning Systems: Mechanisms, Applications, and Selection Guidelines
Author:yuexing Date:2026-06-06 15:41:32 Hits:149

Conveyor belt cleaning in industrial material handling is rarely addressed by a single component. Effective carryback control typically requires a layered approach combining mechanical cleaners, belt scrapers, and specialized idler rollers. Among these, the comb idlers family occupies a distinct functional niche: where spiral idlers provide continuous passive cleaning across the return run, comb idlers deliver aggressive, high-frequency material shearing at the transition zone between the conveyor's head pulley and the return belt run. Understanding exactly how comb idlers function—and when they outperform alternative cleaning components—is critical knowledge for engineers and maintenance leaders managing high-carryback conveyor operations.
What Are Comb Idlers and How Do They Differ from Spiral Idlers?
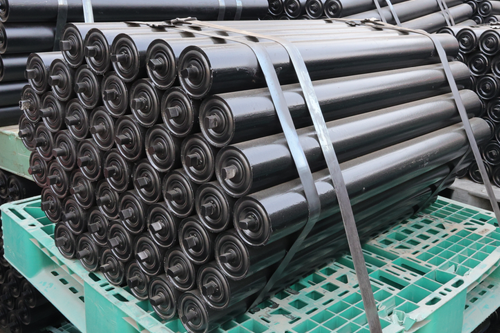
Comb idlers are specialized conveyor return idlers fitted with a series of discrete, radially projecting fingers or fins arranged in a comb-like pattern around the idler shell circumference. Unlike the continuous helical profile of a spiral idler, comb idler fingers are typically evenly spaced around the roller—commonly 4, 6, or 8 fins per row, with one or more rows along the roller length depending on belt width.
The key functional difference lies in the cleaning mechanism: spiral idlers use continuous rotational shearing and centrifugal ejection to gradually clear carryback, while comb idlers use intermittent, high-frequency finger impacts to break the adhesion bond between the material layer and the belt surface. Each finger acts like a scraper tine, penetrating any accumulated material layer and physically dislodging it at the point of contact.
The Finger-Impact Cleaning Mechanism in Detail
The cleaning action of comb idlers can be broken down into three sequential phases as the belt passes over the idler:
Penetration phase: The leading edge of each comb finger contacts the accumulated material layer on the belt surface, applying a localized compressive load sufficient to penetrate the layer.
Shear phase: As the belt continues moving, the finger's trailing edge generates a shearing force along the material-belt interface, breaking the adhesive bond.
Ejection phase: The dislodged material fragment is flung radially outward from the belt surface by the finger's continuing rotation and the belt's surface tension differential.
This three-phase cycle repeats at each finger encounter, creating a rhythmic but aggressive cleaning action that is more effective than spiral geometry against high-cohesion materials. Research published in Bulk Solids Handling indicates that comb idlers can achieve 85–90% carryback removal efficiency for wet-clay and cohesive fine-particle materials, compared to 55–70% for standard spiral idlers under identical conditions.
Comb Idlers vs Spiral Idlers: When to Choose Each Design
The choice between comb idlers and spiral idlers depends on several operational variables. The comparison below helps guide specification decisions:
Material adhesion level: Comb idlers are superior for materials with high cohesion and adhesive bond strength. Spiral idlers are preferred for dry, low-adhesion materials where gentle continuous cleaning is sufficient.
Belt speed range: Comb idlers function effectively across a broader speed range (0.5–5.0 m/s), while spiral idler efficiency drops significantly below 1.5 m/s.
Belt construction: Comb idlers generate higher point loads at each finger contact. For steel-cord or reinforced rubber belts with thick covers, this is generally acceptable. For lightweight PVC belts, spiral idlers are the safer choice to avoid cover damage.
Cleaning frequency: Comb idlers may require more frequent bearing and finger inspection due to the higher mechanical loading at each finger contact event.
Noise considerations: Comb idler finger impacts generate more noise than spiral idler continuous rotation, which may be a concern in occupied facilities or near residential zones.
Key Applications Where Comb Idlers Excel
Comb idlers are deployed most effectively in the following industrial applications:
Mining and mineral processing: Wet iron ore, nickel laterite slurry, and copper concentrate streams where material moisture creates strong adhesion bonds with rubber belt covers.
Aggregates and quarrying: Crusher discharge conveyors handling moist, clay-contaminated limestone and basalt where standard belt cleaners foul rapidly.
Cement and concrete production: Pre-homogenization and raw mill feed conveyors where wet raw mix and cement kiln dust create persistent carryback on return runs.
Agricultural processing: Grain, sugar beet, and fibrous crop conveyors where organic materials exhibit high moisture-driven cohesion.
Waste and recycling streams: Materials recovery facility (MRF) sorting lines processing mixed municipal waste, where heterogeneous, semi-adhesive fractions are the norm.
Design Variations in Comb Idler Roller Configurations
Comb idlers are available in several design variants tailored to specific application requirements:
Fixed-Fin Comb Idlers
The most common variant features rigid fingers permanently welded or bolted to a steel shell. Fixed-fin designs offer maximum durability for abrasive applications but generate higher belt impact loads.
Spring-Loaded Comb Idlers
Spring-loaded designs allow individual fingers to retract upon contact with obstacles (such as belt splices or mechanical belt cleaners), reducing the risk of finger breakage. These are preferred for conveyors with multiple spliced belt sections or frequent belt maintenance interventions.
Pivoting-Fin Comb Idlers
Pivoting-fin designs use independently mounted fingers that can deflect under load and return to position, providing a self-protecting mechanism against foreign object damage while maintaining effective cleaning performance.
Rubber-Coated Comb Idlers
For applications involving sticky materials, rubber-coated comb idlers combine the finger-impact cleaning mechanism with a low-surface-energy shell, addressing both the adhesion level and the material's tendency to stick to the idler surface itself.
Installation Best Practices for Optimal Comb Idler Performance
Proper installation is critical for achieving the rated cleaning performance of comb idlers. Key installation parameters include:
Positioning relative to head pulley: Comb idlers should be positioned within 300–500 mm of the head pulley on the return run, where the belt has just departed the drive pulley and is still decelerating from peak speed.
Idler spacing: A single comb idler at the transition zone is typically sufficient for most belt widths. For belts exceeding 1,200 mm, consider two comb idlers spaced 600 mm apart on the return run.
Orientation: Comb idler fingers must be oriented perpendicular to the belt travel direction. Finger misalignment reduces cleaning efficiency and creates asymmetric belt wear patterns.
Alignment perpendicularity: As with spiral idlers, comb idlers must be installed perpendicular to the belt centerline. A 2° misalignment can reduce cleaning efficiency by 25% or more.
Maintenance Requirements and Life Expectancy
Comb idlers operating in standard industrial applications (dry to moderately moist materials) have a service life of 20,000–40,000 operating hours under normal conditions. Inspection intervals of 1,500–2,500 operating hours are recommended, with inspection focused on:
Finger wear and breakage: Measure finger protrusion height; replacement is indicated when finger height has worn below 70% of the original specification.
Bearing condition: Assess bearing play and lubricant condition; replace bearings when radial play exceeds 0.4 mm.
Shell integrity: Inspect for cracking, distortion, or weld fatigue at finger attachment points.
For comb idlers handling abrasive materials, finger wear rates increase significantly, and more frequent inspection (every 1,000 operating hours) may be necessary to prevent catastrophic finger loss.
Integration with Overall Conveyor Belt Cleaning Systems
Comb idlers function most effectively as part of an integrated belt cleaning strategy rather than as a standalone solution. Recommended system configurations include:
Primary belt scraper at head pulley + comb idlers on return run: The scraper removes the bulk of material at the discharge point; comb idlers handle residual carryback on the return run.
Spiral idlers downstream of comb idlers: For the majority of the return run, spiral idlers maintain cleaning performance with lower noise and maintenance requirements after comb idlers handle the high-adhesion zone near the head pulley.
Secondary belt scraper + comb idlers: In severe carryback applications, two-stage scraper systems supplemented by comb idlers achieve the highest total carryback removal rates.
FAQ: Comb Idlers Function in Conveyor Belt Cleaning
Q1: Do comb idlers damage conveyor belts?
When properly specified and installed, comb idlers do not cause belt damage. However, incorrect installation (excessive finger protrusion, misalignment) or specification for unsuitable belt types (thin PVC belts) can generate localized cover wear or indentation marks. Always verify finger dimensions against manufacturer specifications for your belt construction.
Q2: Can comb idlers be used on reversible conveyors?
Reversible conveyor applications require symmetrical comb idler configurations where fingers are arranged in balanced opposing patterns to ensure effective cleaning in both belt travel directions. Non-reversible finger configurations should not be used on reversible conveyors.
Q3: What is the maximum belt speed for comb idler performance?
Comb idlers are rated for belt speeds up to 5.0 m/s in standard configurations. Beyond this speed, finger impact loads increase significantly, and specialized high-speed finger designs may be required. Consult the idler manufacturer for speeds above 4.0 m/s.
Q4: How do comb idlers perform with fine dry powders?
Comb idlers are effective but not necessarily optimal for fine dry powders. The finger-impact mechanism can cause fine particles to become airborne, creating dust and respiratory hazards. For dry powder applications, spiral idlers or air-assisted belt cleaner systems are often the more appropriate choice.
Q5: What is the typical cost difference between comb idlers and spiral idlers?
Comb idlers typically cost 1.5–2.5× more than equivalent steel spiral idlers due to the more complex finger geometry and welding requirements. The premium is justified in high-carryback applications where spiral idler performance is insufficient.
Conclusion
The comb idlers family provides a targeted engineering solution for the most demanding conveyor belt cleaning challenges in industrial material handling. Its finger-impact cleaning mechanism delivers superior carryback removal for cohesive, high-adhesion, and wet materials—precisely where standard spiral idlers reach their performance limits.
For plant engineers, maintenance supervisors, and procurement decision-makers managing conveyors in mining, cement, aggregates, food processing, or waste management operations, comb idlers should be evaluated as a core component of a comprehensive belt cleaning strategy. Proper specification, installation, and maintenance of comb idler systems deliver measurable returns in reduced carryback, extended conveyor component life, and improved operational safety.
References
Roberts, A.W., and W,十 W. "Design Optimization of Conveyor Belt Cleaning Systems." Bulk Solids Handling, vol. 24, no. 2, 2004, pp. 112–121.
CEMA (Conveyor Equipment Manufacturers Association). Belt Conveyors for Bulk Materials. 7th ed. Naples, FL: CEMA, 2007.
Jenike, P.J. Storage and Flow of Solids. 4th ed. Salt Lake City: Utah State University, 1986.
Woodcock, C.R., and Mason, J.S. Bulk Solids Handling: An Introduction to the Practice and Technology. London: Chapman and Hall, 1988.
Schmidt, L., and B., K. "Carryback Control on Belt Conveyors: A Comparative Study of Cleaning Devices." Journal of Process Mechanical Engineering, vol. 214, no. E3, 2000, pp. 175–189.

Contact Us
Tel:8615031765579
WhatsApp:+8615031765579
E-mail:905675277@qq.com
Add:Likou Village, Chenzhuang Town, Xian County, Hebei Province, China
Url:https://www.yxidlerrollers.com
